Posted by scott Jerpbak on | Comments Off on Rolled vs. Cut Threads
When manufacturers produce threaded products, they must take particular care with the thread design. Numerous standards exist around the design and manufacture of threads. Thread design should depend on the intended application. The two most widely used options for thread production are rolling and cutting.
Production method chosen will depend on a variety of factors including: custom versus standard, thread profile, overall part design, material selection and of course expected use for the threaded product. This blog post will discuss the differences between the two methods to help readers make informed decisions.
What are Rolled Threads?
Click to expand
Thread rolling is a cold-forming process that shapes threads by applying pressure. The blanks, which are slightly smaller than the maximum thread diameter, get compressed between flat plates or round dies with thread pitch machined onto them. The components are then rolled across the dies under extreme pressure to press the thread shapes into the shaft. This results in a change in the material grain structure.
Thread rolling processes can be faster than thread cutting. This process is often used for fasteners and larger components made from lower grade materials which tend to have properties that will make the forming process more efficient. Additionally thread rolling may be preferred for parts that are threaded the entire length. The thread rolling process is recommended for standard thread forms where dies are already made and readily available. A set of thread rolling dies can be very expensive and cost prohibitive for special and one off part manufacturing.
What are Cut Threads?
For smaller part designs cut threads are made using machine tools, such as CNC lathes. For larger cut threads Jerpbak Bayless uses specialty thread milling machines. The blank component has a shaft size the same as the outermost diameter of the threads, and the excess material is cut away to create threads in accordance with the specified design. Cut threads are primarily made through one of these methods:
A single point tool that cuts away the material around the threads as the component itself rotates.
A multi point cutter that rotates and cuts material as the component itself rotates.
For smaller parts a threading die that rotates around the component shaft may be used. It cuts away material with each rotation as it moves further down the shaft.
When to Use Thread Cutting
Machined threads are best for higher grade, stronger, and harder metals that feature higher tensiles and yields. Many of these metals respond poorly to rolling, which relies on the metal’s ability to flow without cracking or breaking. For these higher grade metals thread cutting is the prefered method for producing components with properly formed threads. Thread cutting is also preferred for part configurations that have shoulders and steps.
Thread rolling isn’t universally superior or inferior to thread cutting. Each process has its unique advantages depending on the grade of material selected and the part configuration. When you’re choosing between rolled or cut threads, carefully consider the material grade, the intended application, and your required order timeline.
Choose Jerpbak-Bayless for Custom Machined Thread Services
At Jerpbak-Bayless, we specialize in threading processes that create high-quality, high value components. Since 1945, our company has been creating standard and custom threaded components for industrial clients across the United States, including clients in heavy industry and the military. Contact us or request a quote to see how we can support your project.
Posted by wpengine on | Comments Off on ACME vs. Trapezoidal Threads
At first glance, ACME threads and trapezoidal threads appear very similar. In fact, they do have numerous similarities, including purpose and time of development, which make them suitable for many of the same applications. However, they do have some differences which can affect when you may want to use them. For example, ACME threads were developed with regard to Imperial units, so they are commonly used in the United States. On the other hand, trapezoidal threads were developed with regard to metric units, so they are standard for European countries.
Below, we go more in-depth into the history, advantages, and applications of these two thread types to help readers better understand when they may want to use one over the other.
What Are ACME Threads?
Prior to the design of ACME threads in the late 19th century, square threads were the industry standard for applications involving motion transfer or heavy loads. However, despite their widespread use, they had some significant disadvantages. For example, they were fairly weak, which was not ideal for demanding applications. Additionally, they were difficult for manufacturers to produce at the time. These challenges led to the development and adoption of ACME threads in the late 1800s.
ACME threads feature a 29-degree thread angle. This design results in much wider and thicker bases than square threads, leading to greater strength and durability. For these reasons, they can be used in heavy load applications, including heavy-duty manufacturing equipment and power transmission systems.
The common standards for ACME thread diameters and thread pitches were established with regard to Imperial units. As a result, ACME threads eventually became a top choice for industrial applications in the United States. However, ACME threads may be accepted in various other places across the globe.
What Are Trapezoidal Threads?
Trapezoidal threads were developed in Europe for the same reason as ACME threads. However, they featured 30-degree thread angles rather than 29-degree thread angles. This design difference stems from the fact that the standard was developed with regard to metric units of measurement instead of Imperial units of measurement.
Do I Need ACME or Trapezoidal Threads?
Since ACME threads and trapezoidal threads are extremely similar in design, they are used for the same types of applications and are available in single and multi-start thread varieties. For example, both are often utilized as lead screws in machinery, such as jacks, jack stands, lathes, mills, and vices. In certain situations, they can be interchangeable, provided the components have the same thread count.
If you need to decide between ACME threads or trapezoidal threads, the main factor you need to consider is where the parts will be manufactured and sold. ACME threads are optimal for parts intended for the United States and other countries using the Imperial system. Trapezoidal threads are appropriate for parts intended for countries using the metric system.
Learn More About Threads From Jerpbak-Bayless Company
Want additional information on ACME threads and trapezoidal threads? Ask the experts at Jerpbak-Bayless Company! We are a precision machining company with extensive experience providing superior custom threading services. From ACME threads to trapezoidal threads to square threads, we do it all. If you have any questions or concerns about a particular thread type or threads in general, we can answer and address them.
Looking for a threading partner for your next project? We’ve got you covered. Equipped with a vast equipment inventory, including precision thread cutting machines, we create a range of threaded parts and products. Our capabilities include:
Posted by wpengine on | Comments Off on Guide to Multi-Start Threads
Multi-start threads consist of multiple intertwined threads that run parallel to each other. A primary benefit of multi-start threads is that there is more contact surface engagement in a single thread rotation, allowing for improved power transfer. Water bottles, for example, have multi-start threads so the cap and bottle interlock at multiple points. With a single turn, the cap can be fully secured. Learn more about the different types of thread configurations, popular industrial applications for multi-start threads, and how they’re made.
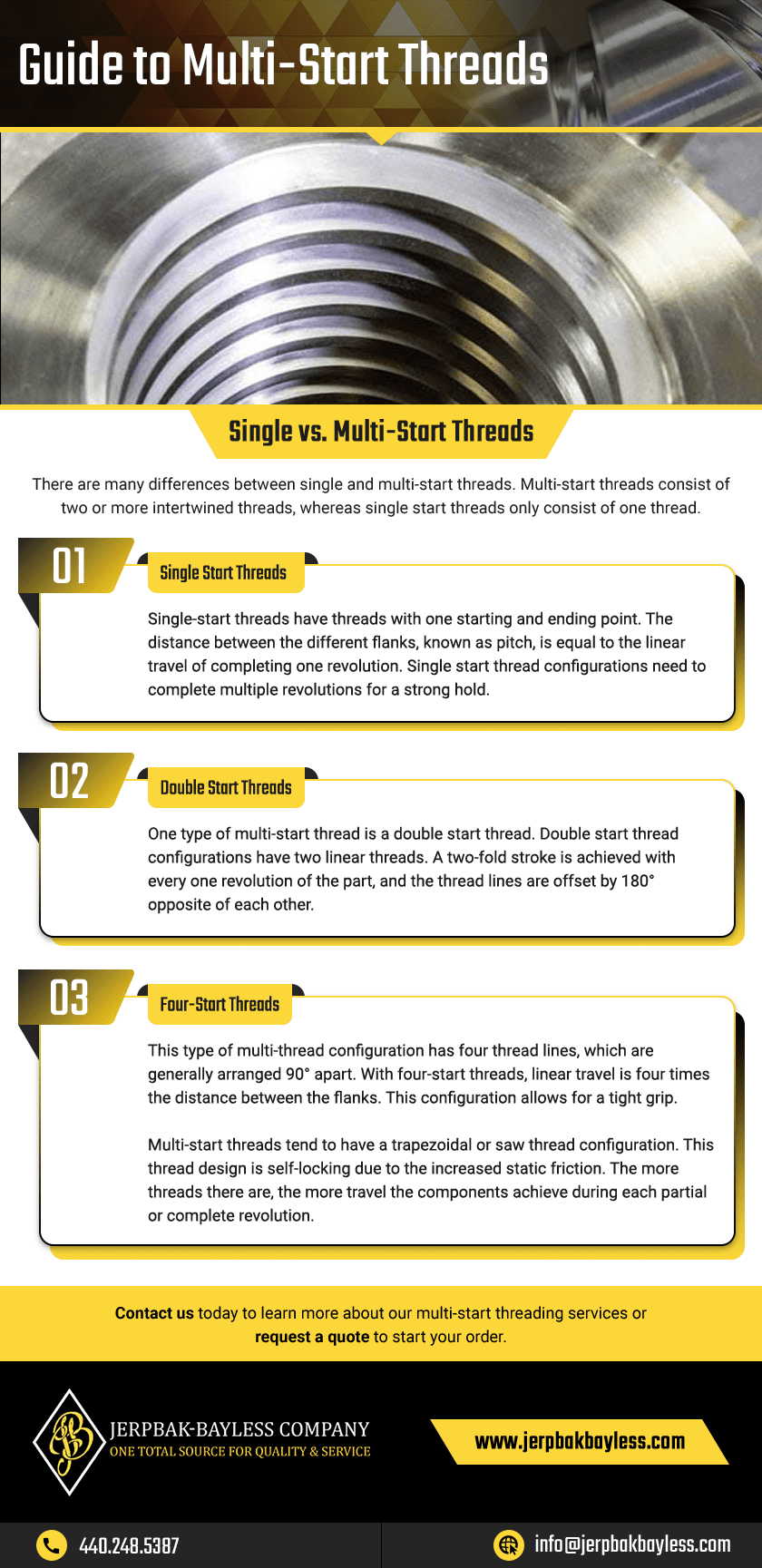
Single vs. Multi-Start Threads
Click to Expand
There are many differences between single and multi-start threads. Multi-start threads consist of two or more intertwined threads, whereas single start threads only consist of one thread.
Single Start Threads
Single-start threads have threads with one starting and ending point. The distance between the different flanks, known as pitch, is equal to the linear travel of completing one revolution. Single start thread configurations need to complete multiple revolutions for a strong hold.
Double Start Threads
One type of multi-start thread is a double start thread. Double start thread configurations have two linear threads. A two-fold stroke is achieved with every one revolution of the part, and the thread lines are offset by 180° opposite of each other.
Four-Start Threads
This type of multi-thread configuration has four thread lines, which are generally arranged 90° apart. With four-start threads, linear travel is four times the distance between the flanks. This configuration allows for a tight grip.
Multi-start threads tend to have a trapezoidal or saw thread configuration. This thread design is self-locking due to the increased static friction. The more threads there are, the more travel the components achieve during each partial or complete revolution.
Applications of Multi-Start Threads
Single-start and multi-start threads are used in different applications. Most threaded components have single-start threads, which are useful for general fastening applications. Screws and screw-in hooks, especially for consumer and residential applications, tend to have single-start threads.
Multi-start threads are used for transmitting power and generating movement. Because each partial or complete revolution equals more linear travel based on the number of threads, multi-threaded components can efficiently handle more power. Multi-start threads can also be used for some fastening purposes. Products that need to create a water- or air-tight seal perform better with multi-start threads. The following industrial products often utilize multi-start threads:
Gate valves
Satellite roller screws
Planetary roller screws
Threaded rods
Vertical turret lathes
Fly presses
Buttress threads
Higbee threads
Multi-Start Thread Machining Process
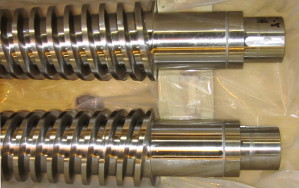
All threading processes require precise machining. Expert machinists handle the process by first determining the exact measurements for the lead, lead angle, and pitch of the multi-start thread. Next, the machinist will use a single form thread mill to helically interlope the first thread at the proper lead. After the first thread has been cut, the machinist will navigate the thread mill to the starting point of the next thread, and proceed until all remaining threads have been cut.
Multi-Start Threading From Jerpbak-Bayless
At Jerpbak-Bayless, we specialize in custom thread grinding services for multi-start thread configurations. Our machinists can create internal and external threads in any form or configuration to suit static friction requirements for various applications. Along with precision threading, we provide in-house testing and inspection services to ensure products meet strict tolerances and our high production standards. Contact us today to learn more about our multi-start threading services or request a quote to start your order.



 Prior to the design of ACME threads in the late 19th century, square threads were the industry standard for applications involving motion transfer or heavy loads. However, despite their widespread use, they had some significant disadvantages. For example, they were fairly weak, which was not ideal for demanding applications. Additionally, they were difficult for manufacturers to produce at the time. These challenges led to the development and adoption of ACME threads in the late 1800s.
Prior to the design of ACME threads in the late 19th century, square threads were the industry standard for applications involving motion transfer or heavy loads. However, despite their widespread use, they had some significant disadvantages. For example, they were fairly weak, which was not ideal for demanding applications. Additionally, they were difficult for manufacturers to produce at the time. These challenges led to the development and adoption of ACME threads in the late 1800s.
 Multi-start threads consist of multiple intertwined threads that run parallel to each other. A primary benefit of multi-start threads is that there is more contact surface engagement in a single thread rotation, allowing for improved power transfer. Water bottles, for example, have multi-start threads so the cap and bottle interlock at multiple points. With a single turn, the cap can be fully secured. Learn more about the different types of thread configurations, popular industrial applications for multi-start threads, and how they’re made.
Multi-start threads consist of multiple intertwined threads that run parallel to each other. A primary benefit of multi-start threads is that there is more contact surface engagement in a single thread rotation, allowing for improved power transfer. Water bottles, for example, have multi-start threads so the cap and bottle interlock at multiple points. With a single turn, the cap can be fully secured. Learn more about the different types of thread configurations, popular industrial applications for multi-start threads, and how they’re made.